


 扫一扫
扫一扫

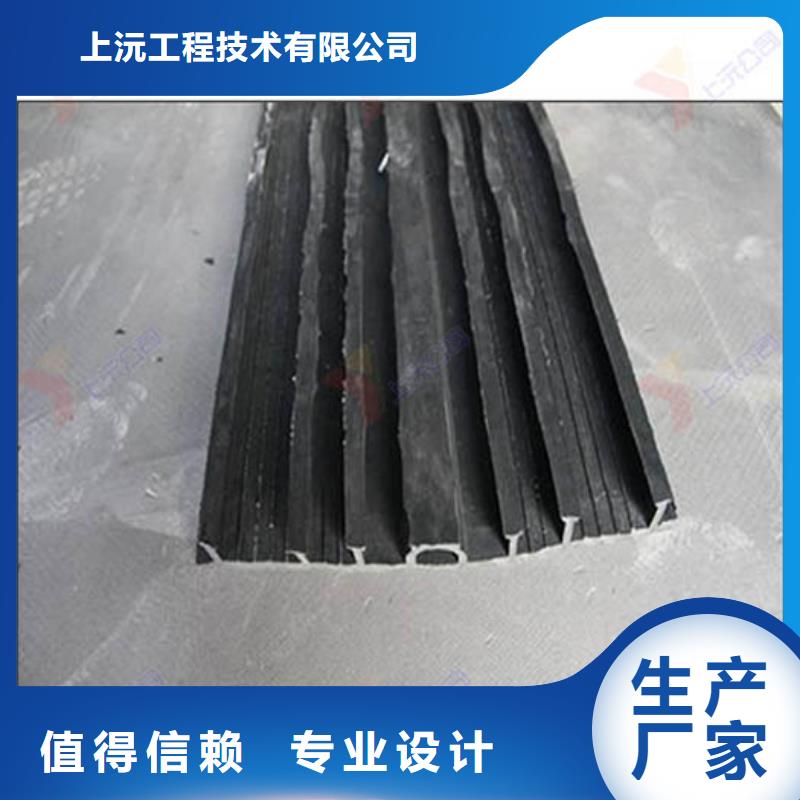
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。


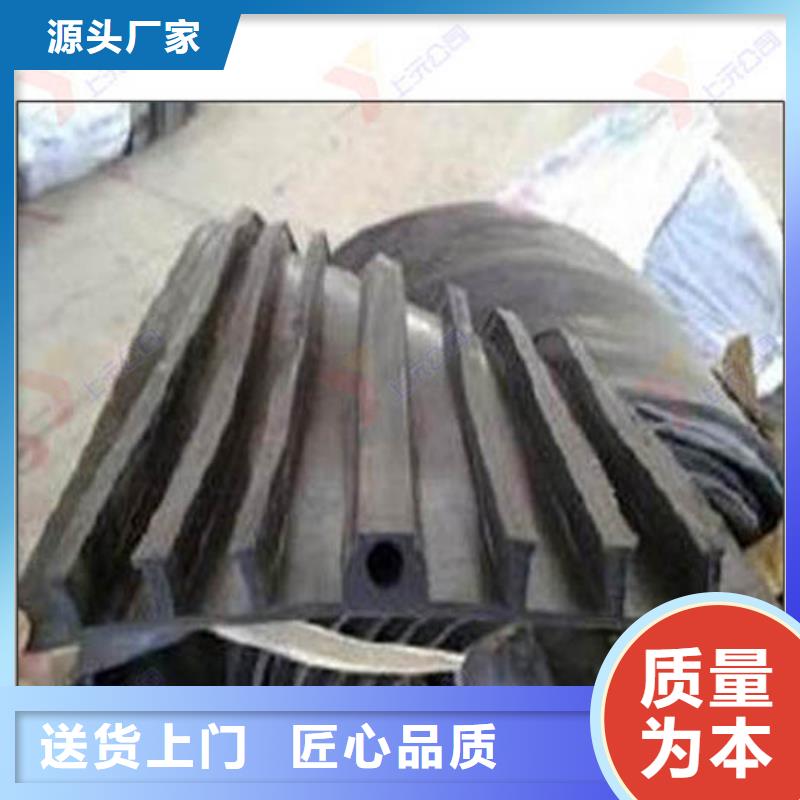
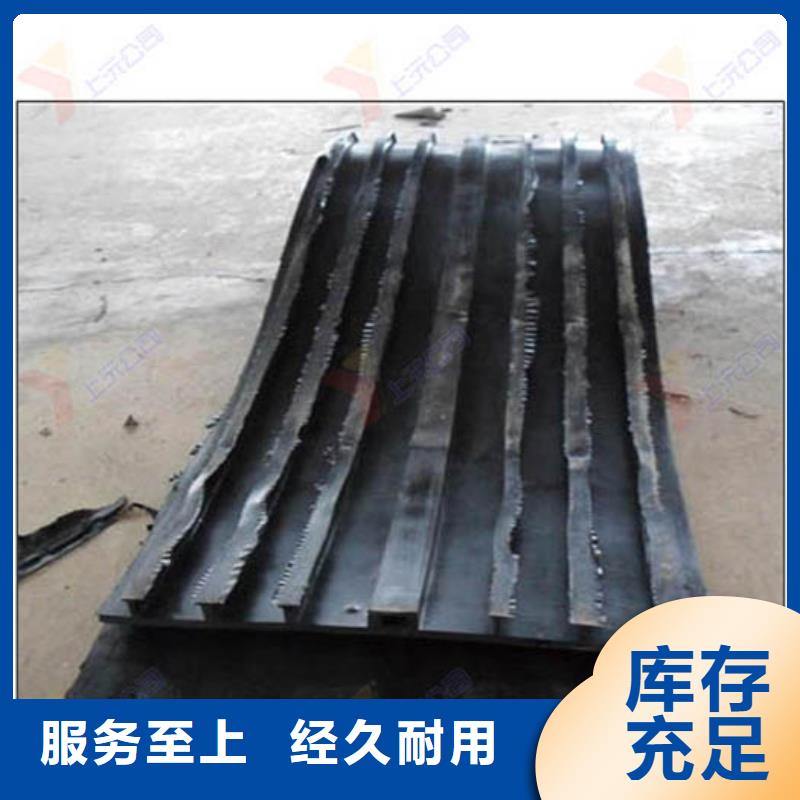
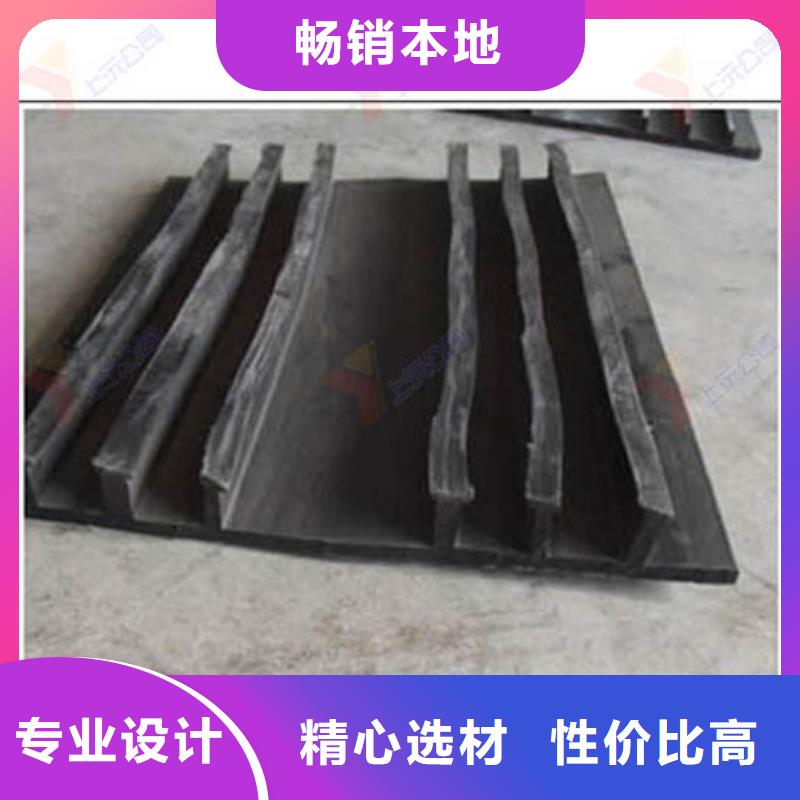
背贴式橡胶止水带主要以天然橡胶与各种合成橡胶为主要原料,掺加各种助剂及填充料,经塑炼、混炼、压制成型,其品种规格较多,有桥型、山型、P型、U型、Z型、乙型、T型、H型、E型、Q型等。基本概念:背贴式橡胶止水带[1] 主要以天然橡胶与各种合成橡胶为主要原料,掺加各种助剂及填充料,经塑炼、混炼、压制成型,其品种规格较多,有桥型、山型、P型、U型、Z型、乙型、T型、H型、E型、Q型等。背贴式橡胶止水带根据使用情况又可分类为中埋式橡胶止水带和背贴式橡胶止水带。



上沅工程技术有限公司拥有完整、科学的质量管理体系,以诚为本,以品求存,在诚信、实力和【球形钢支座、】产品质量上均获得业界的认可,【球形钢支座、】产品畅销全国各地。我们多年来一直坚持“以人才为根本,以市场为导向,全心全意为客户服务”的经营理念,坚持“以顾客为上帝、质量为生命、管理为核心”的发展道路,本着“诚信、务实、创新”的企业精神,不断进行技术改造和设备更新,不断研究、学习和借鉴国内外先进工艺技术,紧跟市场需求积j i开发新品种,满足广大消费者的需求。我们以热情周到的服务,过硬的【球形钢支座、】产品质量,赢得了越来越多的客户,热烈欢迎各界朋友莅临参观、指导和业务洽谈。


技术支持:k797.com